La demo di seguito descritta denota un processo di reverse-engineering che molto spesso si presenta in ambienti di lavoro quotidiano, che unito all'utilizzo di una macchina combinata fresa-plasma P3A Delta Macchine, contribuisce alla esemplificazione di processi produttivi apparentemente molto complessi.
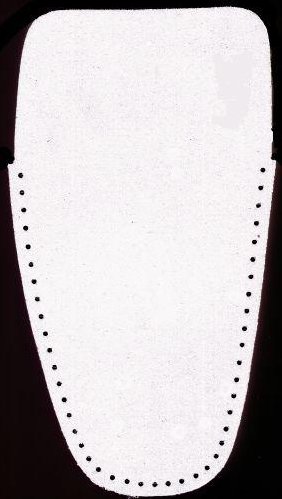
In questo esempio viene fornita all'azienda la fustella in cartone, contenente sia la foratura che il bordo esterno.
Replicare l'oggetto in acciaio, mantenendo tolleranze ridotte in fase di foratura e scontornamento, rappresenta una sfida ardua e di difficile soluzione.
L'alternativa migliore consiste nel farsi fornire direttamente il file vettoriale (Dxf/Dwg) e da questo generare direttamente il percorso utensile, ma alcune ditte si sono trovate nella situazione che non tutte le aziende di sviluppo fornissero il file vettoriale. In mancanza di tale file, l'altra soluzione consiste nel ridisegnare tramite cad l'oggetto da replicare, ma l'irregolarità della forma e la difficoltà nel calcolare gli interassi di foratura (se non con sistemi ottici appositamente progettati) complicano notevolmente tale approccio.
Dopo una attenta analisi della problematica, Delta Macchine propone una soluzione brillante e, grazie alla scrittura di un apposito postprocessore di nostra proprietà, e' possibile utilizzare le due tecnologie di taglio della macchina P3A.
Tramite l'apposito postprocessore risulta possibile generare un file che contenga la foratura effettuata tramite trapano e lo scontornamento effettuato mediante taglio plasma. L'offset tra il centro dell'utensile "Fresa" ed il centro dell'utensile "plasma" e' impostato nel postprocessore, quindi il file di lavorazione conterrà entrambe le lavorazioni senza che l'utilizzatore generi punti di sincronismo tra le due lavorazioni che saranno eseguite da utensili situati in differenti posizioni.
Il filmato mostra il ciclo di lavorazione.
L'oggetto viene scannerizzato grazie ad uno scanner di buona qualità, ottenendo una immagine in formato jpeg.
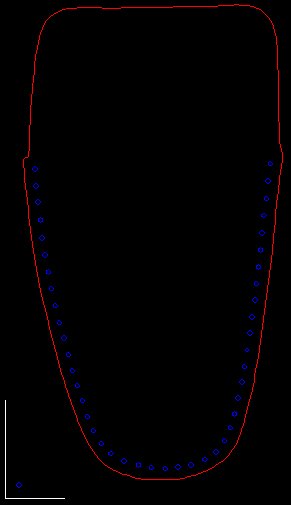
Grazie ad un apposito software, si apre l'immagine acquisita e si estraggono i bordi dell'immagine, avendo la possibilità di poter creare e manipolare vettorialmente elementi (disegno di cerchi per la foratura centrati sull'immagine stessa).
Ottenuto il file vettoriale, si generano i percorsi utensili relativi alla foratura (con trapano) ed al contorno(con taglio plasma).
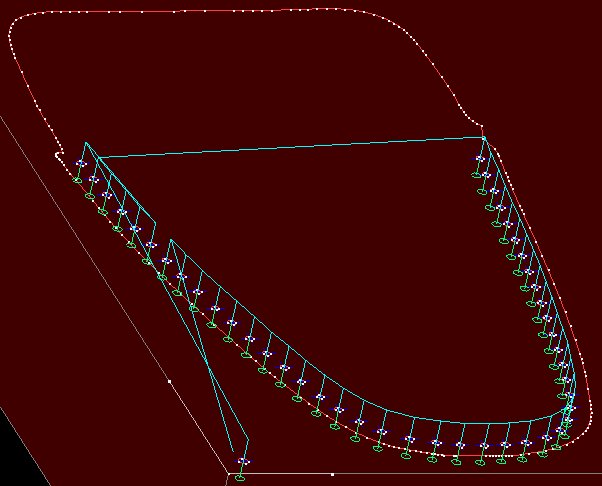
Si seleziona il postprocessore "Delta_DoppiaTesta" e viene automaticamente generato il file di lavorazione da inserire sulla macchina P3A/P3APower.
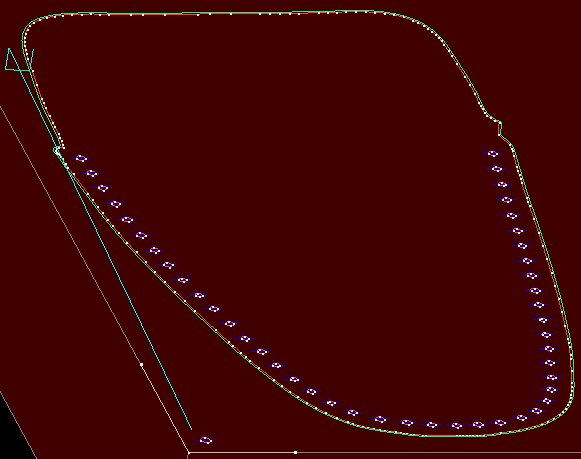
L'asse Z dove viene alloggiato il trapano si occupa di realizzare i fori, mentre l'asse Z che trasporta la torcia realizzera' il contorno dell'oggetto tramite taglio plasma, realizzando l'oggetto finito su acciaio spessore 4mm.
Maggiori dettagli e filmati di lavorazione sono contenuti in "Area riservata".